
Кремовая наполнительная машина является одним из полных наполнителей для наполнения труб для косметического поля, так как он высокоэффективен и в то же время уплотнение и процесс резки труб. На хвосте трубки есть много форм, чтобы эффективно удовлетворить потребности разных возрастных групп на рынке
Машина для наполнения кремовой трубки обычно имеет высокую скорость производства, и на рынке есть различные скорости машин для наполнения труб, чтобы соответствовать целям выбора различных производителей крема. Он может быстро заполнить начинку в трубку, герметизирующие и резкие хвосты труб с кремом, маслами, гелями и другими продуктами.
Машина повышает эффективность общего производственного процесса. Tube Cemerer может быстро отрегулировать, чтобы удовлетворить потребности продуктов с различными спецификациями труб и типов. Он принимает передовую технологию сервопривода и полностью реализует высокий процесс заполнения измерения в системе управления, чтобы обеспечить, чтобы каждый продукт соответствовал указанным требованиям к объему заполнения. Полностью автоматическая машина для заполнения труб использует оригинальный импортированный швейцарский обогреватель Leister или оригинальный импортный немецкий высокочастотный обогреватель для нагрева труб. Чтобы сделать продукт красивее. Различная форма герметизации хвоста используется для удовлетворения потребностей различных терминальных групп на разных рынках.
Прямоугольный герметичный хвост. Прямой углы
Хвост для герметичной трубки является наиболее часто используемой технологией герметизации трубки для косметических труб на рынке. Он популярен среди большинства терминалов. Машина для наполнения трубки использует манипулятор формирования начинного и герметичного машины для нагрева хвоста трубки до указанной стабильности. Машина работает до следующей резьбы и удаляет избыточный хвост через действие машины, чтобы сформировать прямую форму. В этом процессе машина будет использовать технологию отопления, чтобы объединить две стороны устья трубки под высоким давлением и быстро отрезать излишки хвостов и избыток материалов, чтобы уплотняло твердое и красивое.
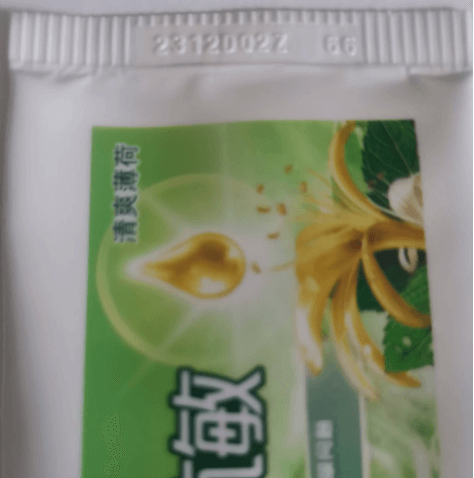
Технология уплотнения прямого угла также широко используется в упаковке медицины, пищевых продуктов и ежедневных химических продуктов. Продукты этих отраслей обычно требуют высоких и высокоэффективных процессов заполнения и герметизации для обеспечения качества и безопасности продукта. В то же время, уплотнение прямоугольного угла также соответствует требованиям этих отраслей для внешнего вида продукта и упаковки.
Огромные углы конструкции герметичной трубки позволяют избежать острых углов хвоста герметичной трубки, что приводит к тому, что хвосты с гладким разрезом герметизации, эффективно снижая потенциальный риск сокращений, которые операторы могут страдать при использовании или обработке продукта. В то же время, это также защищает конечных клиентов, особенно детей, от риска сокращения при использовании трубных продуктов. Объединенные углы делают хвост шланга более гладким и округлым, улучшая общий визуальный эффект и текстуру продукта. Объединенная угловая конструкция помогает снизить риск повреждения шланга во время хранения и транспорта, а также помогает улучшить производительность запечатывания продукта.
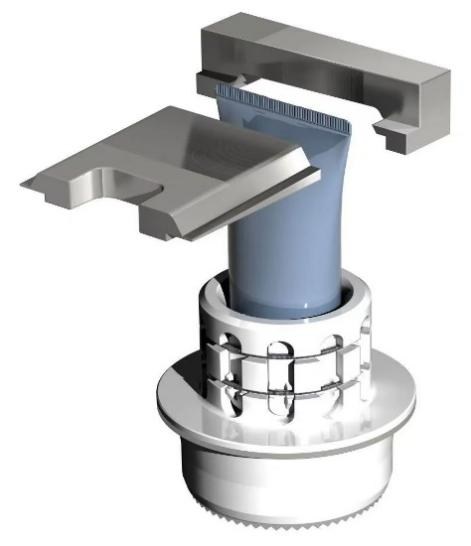
Полностью автоматическая начинка трубки обычно оснащена специальными закругленными углами, пробивая сборку плесени, которая включает в себя удар и кубик, который соответствует удару для достижения закругленных форм углов. На первом ударе предоставляется резак, а лезвие с перчаткой включает в себя прямую секцию и дуги с обеих сторон. Край матрицы соответствует форме лезвия путем. Поскольку резак для пресс-формы может изнашиваться после долгосрочного использования, что приводит к тому, что поверхность резки станет тупой, влияя на качество круглая угловая резака, необходимо регулярно проверять износ инструмента и заменить его при необходимости, чтобы обеспечить качество внешнего вида круглого углового хвоста. Качество материала, толщина и накопление трубки также повлияют на качество круглого углового удара. Следовательно, оператор должен правильно обрабатывать материал, такой как замена материала более качественной сталью для инструментов, и твердость должна быть вакуумной термообработкой, чтобы достичь 52 градусов, чтобы продлить срок службы реза.
Пластиковая трубка наполнение и уплотнение машины.
| Модель № | NF-60 (AB) | NF-80 (AB) | GF-120 | LFC4002 | |
| Метод обрезки хвоста трубки | Внутреннее отопление | Внутреннее нагревание или высокочастотное отопление | |||
| Трубка материал | Пластиковые, алюминиевые трубки. | ||||
| Скорость конструкции (заполнение труб в минуту) | 60 | 80 | 120 | 280 | |
| Держатель трубки | 9 | 12 | 36 | 116 | |
| Tube Dia (мм) | φ13-φ50 | ||||
| Трубка расширена (мм) | 50-210 регулируется | ||||
| Подходящий продукт для наполнения | Зубкость зубной пасты 100 000 - 200 000 (CP) Удельная гравитация обычно между 1,0 - 1,5 | ||||
| Емкость заполнения (мм) | 5-250 мл регулируется | ||||
| Пропускная способность | A: 6-60 мл, B: 10-120 мл, C: 25-250 мл, D: 50-500 мл (клиент доступен) | ||||
| Точность заполнения | ≤ ± 1 % | ||||
| Емкость бункера: | 40litre | 55Litre | 50litre | 70litre | |
| Спецификация воздуха | 0,55-0,65 МПа 50 м3/мин | ||||
| нагревающая сила | 3 кВт | 6 кВт | 12 кВт | ||
| Размер (LXWXH MM) | 2620 × 1020 × 1980 | 2720 × 1020 × 1980 | 3500x1200x1980 | 4500x1200x1980 | |
| Чистый вес (кг) | 800 | 1300 | 2500 | 4500 | |

Полукругативное уплотнение формы Полукругальное уплотнение трубчатого заполнителя и герметика-это форма герметизации заполнения и уплотнения. Это означает, что после заполнения заполнения пластиковой трубки и запечатывающей машины хвост мягкой трубки герметизируется в полукружной форме под настраиваемой формой высокой высоты через действие машины. Потому что эта форма герметизации трубки не только красивая и большая, но и может эффективно предотвратить утечку и загрязнение кремовой пасты, обеспечивая качество и безопасность продукта. Полукругальное уплотнение подходит для различных типов мягких труб и алюминиевых пластиковых труб, которые могут удовлетворить потребности в упаковке различных продуктов. Этот метод герметизации становится все более популярным среди многих потребителей.
«Печание самолетов» в поле упаковочного механизма, особенно в оборудовании для упаковочных труб, обычно относится к специальной технологии герметизации хвоста плесени. Эта технология или оборудование используется для герметизации хвоста упаковочных контейнеров, таких как трубки, и сформировать небольшое отверстие в форме окна самолета на хвосте, а затем отключить лишний материал для хвоста. Технология герметизации самолетов использует технологию внутреннего нагрева или высокочастотный нагрев и слияние высокого давления под давлением механических частей, чтобы обеспечить плотность поверхности уплотнения шланга. Эта технология не только повышает надежность процесса герметизации трубки, но и делает уплотнение представлять гладкий и красивый внешний вид. Мягкая трубка приняла самолетов -пунш -пробирки для заполнения базовой заполнения плесени можно настроить в соответствии с требованиями клиента, и перфорированное отверстие для размера продукта, разборка плесени и очистка очень удобны.


Запечатывание волновой трубки как уникальный элемент дизайна упаковки, волнистый дизайн герметизации удовлетворяет любопытству молодых людей о рынке косметической упаковки, приносит новый визуальный опыт, нарушает одиночество текущего традиционного прямой герметизации, и этот дизайн может быстро привлечь внимание потребителей и увеличить дифференциацию продукта. Wavy Sealing имеет визуальную привлекательность, разнообразную внешность и легко реализовать, обеспечивая гибкость производственного процесса и эффективно формировать имидж бренда. Пластиковый герметик делает волнистую герметику важным элементом дизайна для повышения конкурентоспособности рынка.
Время сообщения: 13-2024 ноября




